ANALYZING THE SITUATION
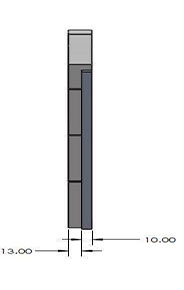
A screw conveyor is a mechanism that uses a rotating helical screw blade, called a flighting, usually within a tube, to move liquid or granular materials. They are used in many bulk handling industries. In our case, the company is using it to transport lithium fine particles for mining purposes in Mt Marion, WA.
After discussing with the Site Maintenance Contracting team, the previous rubber lining that was applied on the screw feeder didn’t last long and worn out very quick.
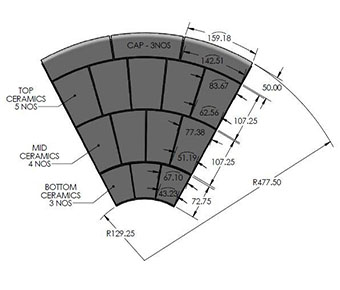
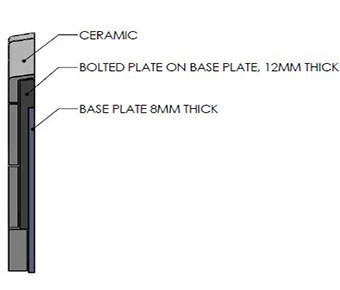
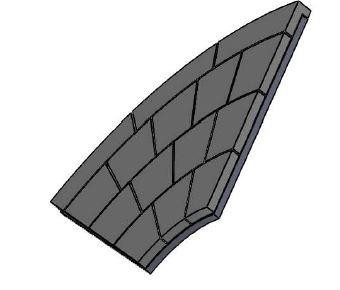
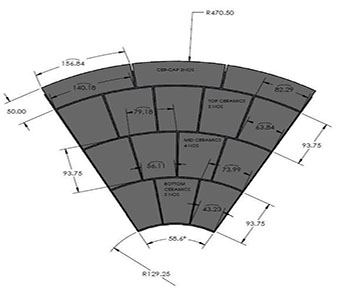
After doing some test and analyzing the situation, we decided to apply a special Rexline Engineering ceramic liner on the flight surfaceto withstand a higher amount of abrasion.